

Lo stampaggio e la fucinatura sono processi di produzione nei quali il materiale viene deformato plasticamente, allo scopo di variarne la forma iniziale con l’applicazione di forze esterne di compressione su apposite macchine dette presse e magli.
Lo stampaggio è di gran lunga il processo più importante, per la varietà di geometrie dei pezzi che si possono ottenere: alberi a gomito per motori, dischi di turbina, ruote dentate e una grande varietà di componenti.
Fucinatura e di stampaggio sono effettuate su macchine che prendono il nome di magli e presse. In tali macchine vi è un organo mobile in grado di esercitare sul pezzo, disposto sulla parte fissa,
la forza necessaria alla sua deformazione.
Magli e presse presentano alcune caratteristiche tecniche comuni:
- Energia disponibile (in Nm o joule): è l’energia fornita dalla macchina, durante il movimento dell’organo mobile, per svolgere il lavoro di deformazione;
- Forza disponibile: è la forza che l’organo mobile può esercitare sul materiale da deformare;
- Rendimento: è il rapporto tra l’energia disponibile e quella fornita alia macchina. Il rendimento è naturalmente influenzato da molteplici fattori quali le perdite nel motore elettrico, gli attriti negli organi mobili, le deformazioni elastiche della macchina;
- Numero di colpi al minuto: determina la produttività della macchina;
- Tempo di contatto (sotto carico): è un parametro importante nelle lavorazioni a caldo. Durante questo tempo infatti vi sarà la trasmissione del calore tra il pezzo e lo stampo, trasmissione maggiore quando il pezzo è sotto carico. Un tempo di contatto alto fa aumentare l’usura dello stampo e il conseguente maggior raffreddamento del pezzo provoca un aumento della forza richiesta per la deformazione.
I magli
I magli sono costituiti da una parte mobile (mazza) e da una parte fissa (incudine). Inoltre è presente un’incastellatura che accoglie gli organi di sostegno, la guida della mazza e l’apparato motore.

La deformazione plastica del pezzo da stampare o fucinare è ottenuta utilizzando l’energia cinetica della mazza che puè essere acquisita o per caduta libera della stessa (maglio a semplice effetto) o sotto la ulteriore accelerazione fornita da un fluido in pressione (maglio a doppio effetto).

In entrambi i tipi di macchine la massa dell’incudine dovrà essere notevolmente superiore a quello della mazza, per garantire un buon rendimento. Da rilevare anche che le notevoli vibrazioni trasmesse all’ambiente circostante da queste macchine possono creare problemi di installazione e localizzazione nel layout di stabilimento.
Nel maglio, la corsa della mazza procede finché la sua energia totale non si è dissipata in lavoro. Questo lavoro viene speso nella deformazione plastica del pezzo, nella deformazione elastica della stessa macchina e degli stampi e in attriti. Per questo motivo, in queste macchine, ha grande importanza l’energia disponibile.
Le presse
Nelle presse un organo mobile (slitta), che durante la sua corsa attiva esercita una forza sul materiale da deformare, esegue un moto alternato. Le presse si distinguono in presse meccaniche, nelle quali la slitta è messa in movimento da cinematismi quali biella-manovella o vite-madrevite, e presse oleodinamiche, nelle quali il movimento si ottiene con un fluido (olio idraulico) in pressione.

Le presse meccaniche a eccentrico utilizzano il cinematismo biella-manovella, che viene realizzato mediante un albero a eccentrico. Un volano, posto nella parte superiore della macchina, viene mantenuto in continua rotazione da un motore elettrico. Quando si deve effettuare una lavorazione, una frizione collega l’albero del volano con l’albero a eccentrico. Quest’ultimo, compiendo un giro completo, guida la slitta fino al punto morto inferiore e poi al punto morto superiore: qui essa viene frenata disinserendo la frizione e con l’intervento di un freno, questo per evitare una pericolosa ripetizione del colpo, nel caso si lavori a colpo singolo.
L’operazione di deformazione plastica potrà essere portata a termine se la forza richiesta dal processo è inferiore a quella disponibile nella pressa. Dal punto di vista energetico, l’operazione potrà essere eseguita se il volano, per effetto di un rallentamento, può fornire energia sufficiente rispetto al lavoro di deformazione. Sarà poi il motore elettrico, dopo ogni operazione, a riportare il volano alla velocità di rotazione originale. Se la pressa lavora in continuo il motore deve avere elevata potenza, per poter ridurre il tempo tra un colpo e il successivo.
Le presse meccaniche a vite usano un sistema di guida a ruote di frizione per accelerare il gruppo volano-vite-slitta e per riportare la slitta al punto morto superiore: l’energia cinetica rotatoria, in tale modo, viene trasformata in energia cinetica lineare della slitta.
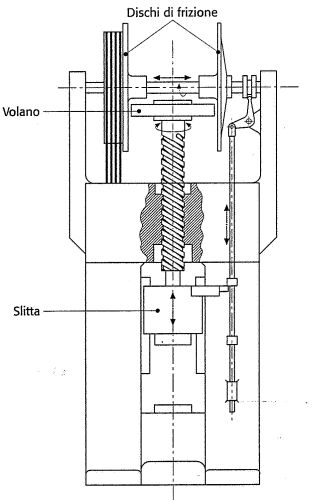
L’eventuale eccesso di energia rispetto al lavoro di deformazione e a quello speso in attrito, può provocare inutili sollecitazioni di macchina e stampi: per questa ragione questa tipologia di presse hanno dei sistemi di regolazione e controllo dell’energia disponibile, agendo sulla velocità del volano e sulla durata del contatto tra volano e disco di frizione. In questo tipo di pressa il punto morto inferiore varia e dipende dal bilancio di energia.
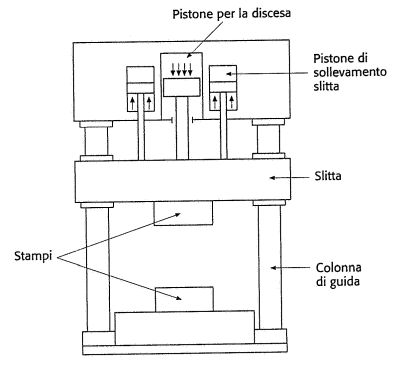
Le presse oleodinamiche si basano sul movimento di uno o più pistoni idraulici ottenuto tramite olio in pressione. Diversamente dalle presse ad eccentrico, in queste macchine la massima forza è disponibile in qualunque punto della corsa della slitta. L’energia disponibile dunque è sempre molto alta. Un’altra loro caratteristica è la relativa semplicità con la quale si può limitare la forza massima mediante valvole idrauliche di massima pressione. Inoltre, è possibile variare con continuità la velocità della slitta durante la corsa di lavoro, anche in funzione della forza richiesta o della temperatura del pezzo.
Confronto
Il maglio e la pressa hanno campi di applicazione ben definiti e distinti. Nello stampaggio e fucinatura di pezzi di piccole e medie dimensioni è conveniente adoperare il maglio, mentre per pezzi di grandi dimensioni, che richiedono forze generalmente superiori, si adopera la pressa.

Ulteriori considerazioni devono essere fatte. Non tutti i materiali sopportano le elevate velocità di deformazione ottenibili col maglio. Dal punto di vista strutturale del pezzo stampato il maglio sarebbe preferibile alla pressa per la maggiore uniformità di deformazione; tuttavia pezzi di grosse dimensioni richiederebbero magli enormi, non più usati per la difficoltà di regolarne la potenza e per le eccessive dimensioni che dovrebbero avere per uguagliare le potenze delle moderne presse oleodinamiche (fino a 50.000 tonnellate).
Inoltre, se è richiesto un elevato grado di finitura superficiale, relativamente al tipo di lavorazione, potrebbe essere conveniente eseguire, sullo sbozzato di stampaggio, un’operazione di finitura utilizzando un maglio leggero e veloce, che consente di ottenere elevate deformazioni superficiali con piccole profondità di penetrazione.



